Flanged Track Wheels
Cast Iron Wheels was made by sand casting process, it’s also named as guide rollers or Track casters for railway, Flanged Track Wheels, Flange Track Roller,Industrial Track wheels,Steel Rail Wheels.
Resin Sand Casting and Green Sand casting process for all metals

Cast Iron Wheels was made by sand casting process, it’s also named as guide rollers or Track casters for railway, Flanged Track Wheels, Flange Track Roller,Industrial Track wheels,Steel Rail Wheels.

Spindle Housing for Shaft or Stem or bearing by Sand Casting. the Material can be: Ductile Iron Casting GGG40, GGG50,GGG60,GGG70, GGG80

Casting Method: Sand Casting or Centrifugal Casting Precision Machining: Lathe turning and grinding. Material: Grey Iron HT250; GG20; FC25 Cylinder liner is a central working part
Sand Casting process with CNC machining; Cast grey iron ( gray iron) HT200/GG20/GG25 material; Pump Guiding Device Fittings with static balance, Paint protected

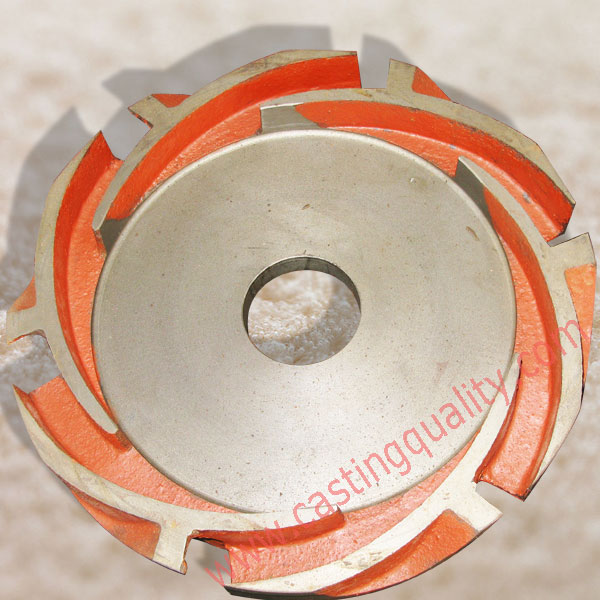
Cast Iron Impeller castings for water pumps. The mainly material is cast gray iron GG20/HT200/HT300. Sand casting method with CNC machining and static balance.

Malleable iron fittings, nipple, mateiral is malleable iron 300-6. Black surface or hot dipped surface(white). Sand Casting , hot dipped with thread Machining. Standard: EN 10242, DIN 2950

Malleable iron fittings, bend , mateiral is malleable iron 300-6. Black surface or hot dipped surface(white). Sand Casting , hot dipped with thread Machining. Standard: EN 10242, DIN 2950

Malleable iron fittings, hex nipple , mateiral is malleable iron 300-6. Black surface or hot dipped surface(white). Sand Casting , hot dipped with thread Machining. Standard: EN 10242, DIN 2950

Malleable iron fittings, 270 , mateiral is malleable iron 300-6. Black surface or hot dipped surface(white). Sand Casting , hot dipped with thread Machining. Standard: EN 10242, DIN 2950

Malleable Iron Pipe Fittings Tee, malleable iron material with hydraulic testing.

Malleable iron fittings, 90R , mateiral is malleable iron 300-6. Blacknsurface or hot dipped surface(white). Sand Casting , hot dipped with thread Machining. Standard: EN 10242, DIN 2950
Malleable iron fittings, mateiral is malleable iron 300-6. Blacknsurface or hot dipped surface(white). Sand Casting , hot dipped with thread Machining. Standard: EN 10242, DIN 2950

Malleable iron fittings, mateiral is malleable iron 300-6. Blacknsurface or hot dipped surface(white). Sand Casting with Machining. Standard: EN 10242, DIN 2950

Malleable iron fittings, mateiral is malleable iron 300-6. Blacknsurface or hot dipped surface(white). Standard: EN 10242, DIN 2950

Malleable iron fittings, mateiral is malleable iron 330-6. Blacknsurface or hot dipped surface(white). Standard: EN 10242, DIN 2950

Method: Sand Casting anchor body with welded handle. Material: Carbon steel, mild steel or manganese steel Magnetic testing Passed. Chemistry component and mechanical property report provided.

Material: Ductile Iron GGG40 Method: Sand Casting with CNC machining. Differential mechanism casting parts from China foundry. We not only make the castings but also the precision machining based on buyers’ drawings.

Material: ductile iron GGG50 Method: Sand casting with epoxy coating. Ductile iron pipe fittings series. Flange adaptor is suitalbe to connect different pipe. We also supply assembly flange adaptor, include NBR rubber ring, hot dipped fastener and epoxy coating.

Method: Sand Casting, Resin Sand Casting; Material: Ductile Iron GGG40 or Cast Iron GG25 Fire hydrant fittings, include valve body, cover and valve disc, all valve parts from China foundry.

Method: Sand Casting, Resin Sand Casting Material: Ductile iron GGG40 Wheel hub with CNC machining. Original from China foundry.